
Pricing Change
New pricing for orders of material from this site will come into place shortly. Charges for supply of digital images, digitisation on demand, prints and licensing will be altered.
Blackpots, Brick And Tile Works




Brickworks (18th Century), Tile Works (18th Century)
Site Name Blackpots, Brick And Tile Works
Classification Brickworks (18th Century), Tile Works (18th Century)
Alternative Name(s) Blackpotts; Whitehills
Canmore ID 18433
Site Number NJ66NE 1
NGR NJ 66037 65776
Datum OSGB36 - NGR
Permalink http://canmore.org.uk/site/18433


























































































































- Council Aberdeenshire
- Parish Boyndie
- Former Region Grampian
- Former District Banff And Buchan
- Former County Banffshire
NJ66NE 1 66037 65776
This small brick and tile works is situated immediately above the shore-line on the side of Knock Head, Whitehills, about 2 miles W of Banff. Clay used for the manufacture of field drainage tiles is quarried from the sides of a shallow pit in
the headland, and is transported a short distance on a single-track narrow-gauge railway to the works where it is processed. The clay tiles are dried by natural methods in a long, single-storeyed drying-shed, and are fired in a rectangular kiln of updraught type contained within a walled enclosure on the NE side.
The complex is bounded on the E by an L-shaped farm steading and two domestic buildings, one of which now serves as the works manager's office. To the NW there is a small harbour with a rubble-built pier.
Some time towards the end of the 18th century one Dr Saunders, who is known to have been in possession of the farm of Blackpots in 1766, established a brick and tile works on his farm about two miles from Banff (SRO RHP 11842). It employed eight or nine men, and had the command of a small harbour for the importation of coals, and exporting part of the of the manufacture (OSA 1791-9).
The 'Blackpots Brickwork' is shown on a small-scale produce plan of 1829, in which the layout of the works appears to consist of three distinct buildings: a long range which seems to correspond in outline with the overall layout of the existing farm steading, manager's office and walled enclosure of the kiln; two short parallel ranges aligned NE-SW on the W side of this range possibly represent original drying-sheds (SRO RHP 8840).
In about 1840 the works which employed eleven men during the summer season, ,was beginning to manufacture drainage tiles in addition to roofing tiles (NSA 1845; SRO Seafield Muniments, Teneants Ledger for Banff, Whitehills and Ord, 1842-50)) , and probably assumed its existing layout at about this period (Scot Stud 1971).
The production of pantiles was discontinued at the beginning of this century (20th), and perforated wire-cut bricks were last manufactured in about 1946 (Information from works manager), by a series of dampers in the roof of the kiln.
There are three square, brick-built chimney-stacks, two at the Wend, and one at the E end, the base of which is constructed in whinstone rubble masonry. The existing kiln was rebuilt as recently as 1953, but appears to represent a modified form of the traditional updraught type.
Architectural description:
(a) The principal feature of architectural interest is the drying-shed (Rasmusson and Meyer 1968), which is of modular construotion, but has a pleasing irregular external appearance, particularly in its subsided wavy roof-line. The building is rectangular on plan, aligned almost due N and S on its long axis and measuring 234 feet in length by 28 feet 6 inches in width, with a machine-shed wing projecting from the centre of the W wall forming a T-shaped layout overall. It is a single-storeyed structure, covered with a double pitched pantiled roof, with hipped ends on the drying-shed. The machine shed roof is gabled at the W side, and the gable wall is constructed entirely of rubble masonry.
The roof structure of the drying-shed is carried on a timber wall-plate supported at the angles of the building and about mid-way along the side walls by stone piers. The piers, which have a slight external batter, are constructed of whinstone rubble masonry. The wall-plate consists of scarf-jointed sections, half-lap jointed at the angles above the stone piers. Intermediate point supports are provided by a series of timber posts spaced at 8 feet centres. The posts, which are notched to receive external raking struts, are set on rough stone bases and are nailed to the soffit of the wall-Plate. (a similar form of construction concealed beneath horizontal weather-boarding was noted in the former drying-shed at Anniston Brickworks, Inverkeilor, Angus, demolished 1971). For the purposes of ventilation each bay between the posts on the side walls contains an upper and lower hopper-hung louvre, locally known as a 'pass'. The wooden louvres are composed of close-jointed boards, ledged at the top and bottom, and are pivotted on strap-hinges having drawn ends of circular section directly penetrating the timber posts. Tar is applied periodically to the posts and louvres for the purpose of preservation, and forms a distinct contrast of colour with the red pantiled roof. The louvres are secured in an open position by roughly-hewn props. There are three entrances in the side walls, the principal opening in the centre of the E wall, almost directly opposite the kiln, being protected by a wooden V-section rhone housed in a notched timber bracket. The end walls of the shed contain three twin-leaf doorways with crook-and-band hinges, and the bays between the doors are protected by vertical or horizontal weather-boarding strengthened at the N end by raking struts which represent re-used boat ribs.
Internally, the drying-shed is laid out on a three-aisled plan with four parallel rows of drying-racks and two transverse passages opposite the entrances in the side walls. The floor of the shed is composed of earth with an admixture of ash taken from the kiln. The drying-racks average about 6 feet 6 inches in height and 8 feet 3 inches in length. The board length is governed by its load-bearing capacity of 'green' clay bricks and tiles, and determines the bay module (Rasmusson and Meyer 1968). The
racks are of simple wooden box-framed construction with four angle-posts and closely-spaced shelves originally reinforced by iron ties bolted into the corner-posts. In the original arrangement, the two middle rows of drying-racks appear to have been double-banked sharing a common set of central posts.
The roof structure of the shed consists of collar-rafter couples with the members normally of half-tree section. The pantiles of conventional 'S' section overhang slightly at the eaves, and are hung loosely by the usual nib-head on timber cross-battens laid on the common rafters. The ridge and hip tiles are of segmental section.
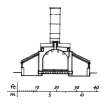
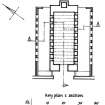
(b) The brick-built kiln is rectangular on plan measuring 39 feet 9 inches in length by 16 feet in width. It is completely
roofed, and the covered stoking-aisles contain staggered rows of furnace-holes in each side of the kiln beneath the level of the kiln chamber. During the firing process a segmental arch-headed doorway in the W wall of the kiln is thermally sealed with old bricks, and an external coating of clay and sand. The chamber itself is covered with a segnental-arched barrel vault built of special-made bricks, and measures 10 feet 4 inches in height from the floor to the crown of the vault.
The floor of the kiln, which measures 32 ft by 12 ft internally, consists of 12-inch bricks laid on edge in a honeycomb fashion above the furnaces. During firing, the temperature of the chamber is controlled by a series of dampers in the roof of the kiln. There are three square, brick-built chimney-stacks, two at the W end, and one at the E end, the base of which is constructed in whinstone rubble masonry. The existing kiln was rebuilt as recently as 1953, but appears to represent a modified form of traditional updraught type ( a ruinous double-banked kiln, charged from furnace-holes in the side walls beneath the floors of the kiln chambers, was noted at the former Tochieneal Brickworks, Lintmill, near Cullen, Banffshire. Each kiln chamber was rectangular on plan, and roofed internally with with a segmental arched barrel-vault. Two wood-fired brick kilns on Ashburnham Place Estate, Sussex, were of the updraught type, and were open at the top; old bricks and sand were used to roof and seal the kilns when they were charged. The kilns ceased operation in 1968 (Gordon, Country Life, July 1969). The older types of Danish blast-furnace are also fired from beneath the kiln floor, and are either open at the top, or covered with a tiled floor [Rasmusson and Mewyer 1968]).
Manufacturing process:
In each alternate week during the season from April to October blue gault clay is quarried manually, and is dampened with water to the correct consistency at the quarry face. It is transported a short distance to the works on a single-track railway in four-wheeled wooden bogies with flat-rimmed iron wheels; the bogies are hand-operated and controlled by a simple wooden brake lever. The railway is of 2 feet 9 inches gauge, and is composed mainly of L-section steel rails with the flange turned outwards. From a turntable in the centre of the clay pit, the railway is 414 feet in length down a gradual slope to the works, where it is supported on a bridge near the apex of the machine-shed gable wall. The clay is gravity fed into a vertical pug-mill, which churns the watered clay, forcing it downwards through an outlet at the base.
A plunger or 'grater' with two pistons removes the stones, which occur mainly in the surface deposits, and the clay is then mixed in a horizontal pug-mill or auger with a screw drive. A twin-piston extruder or pipe-machine, also known locally as a 'silly', forces the clay through two pipe dies, and the moulded sections are cut into suitable lengths by a hand-operated wire-cutting machine. A wire brick-cutting machine, formerly used for perforated bricks, is now stored in the nearby steading. The clay is lifted by hand between each of these mechanical processes, all of which are powered through shaft-drives and gearing from a single-cylinder 36 h.p. Shanks diesel engine housed in a rebuilt shed on the N side. An original steam engine used for this purpose was subsequently replaced by an oil-fired engine, and the existing machine was installed in about 1927. The 'green' clay tiles are carried in three-tier tile barrows, or 'horses', to the racks of the drying-shed, where they are dried in a slow, natural process for about three weeks depending on climatic conditions. Once dried, the tiles are transported on single-tier 'barrows' to the kiln which has a total capacity of about 40 tons of ware, that is, 14-15,000 pipes. During a summer season the kiln is normally fired on sixteen separate occasions. A single firing lasts for about 40-45 hours, consumes eleven tons of coal, and the kiln chamber usually reaches a maximum temperature of about 1000 degrees C. The tiles are graded as 'firsts' or 'seconds' according to quality.
In one season the works has a total average output of 1,200 tons of fired clay with approximately one-third wastage rate.
There are estimated reserves of more than 1 million tons of clay on the E side of the Knock Headland (information from the works manager, citing a report by J W H Ross and Company, Glasgow, 27th June 1969).
Visited by RCAHMS (GDH, GS), 28 May 1971
(Location cited as NJ 661 658). Blackpots Brick and Tile Works. Late 18th century. A most interesting complex consisting of a single-storey rubble and wood building, pantiled, roofed, on a T-plan, a brick-and-rubble kiln, a 1-storey dwelling house, and a cart shed and stable block. The downstroke of the T was the moulding shop and the cross-stroke was the drying-shed. The core of the kiln is rubble, as is the base of chimney. The lean-to additions protecting the fire-holes and the top of the chimney are of brick. A primitive plateway linked the works with the claypit in the cliff behind. Disused, and falling into decay.
J R Hume 1977.
(Also known as Whitehills). This works had one kiln (of rectangular updraught type) and was in use from about 1786 to 1971; it had been demolished by 1979.
G Douglas and M Oglethorpe 1993.
This site has only been partially upgraded for SCRAN. For full details, please consult the Architecture Catalogues for Banff and Buchan District.
February 1998
Publication Account (1986)
This small clayworks, which was demolished by 1978, stood on the coast at Knock Head, about 3 km W of Banff. It was established on the farm of Blackpots by one Dr Saunders a few years before 1788, at which date it was extended by his son. The works assumed its final layout in about 1840 when the manufacture of drainage tiles commenced. The production of pantiles and bricks ceased in the early 20th century and in 1946 respectively. At the date of survey in 1971 the works produced only field drainage-tiles and employed eleven men in the summer season, the same number as in 1840.
Blue gault clay was dug manually at a quarry on the E side of the headland, and was transported to the works in hand-operated bogies on a narrow-gauge railway. There it was gravity-fed into the machine-shed and passed through two sets of diesel-powered (originally steam-powered) pug-mills and a plunger which removed the stones; a twin-piston extruder forced the mixed clay through two pipe-dies, and the moulded sect io ns were cut by handoperated wire cutting-machines. The green clay pipes were then carried in three-tier barrows to the racks of the adjacent drying-shed, a fine pantile-roofed and louvred structure measuring 234 ft (71.32m) in length by 28 ft 6 in (8.68m) in width overall. It was laid out on a three-aisled plan with four parallel rows of simple box-framed dryingracks. Each rack was about 6 ft 6 in (1.98m) high and 8 ft 3 in (2.52m) long, a dimension which was determined by the load-bearing capacity of the wooden shelves and which in turn governed the bay module of the whole building. There were two tiers of louvres, or passes , in each bay; they were made up of ledged boards and were hopper hung, being pivoted on strap-hinges and secured in the open position by rough props. Over the years the simple post-and-lintel construction of the building had sett led unevenly, giving the roof an irregular but pleasing undulating profile. A timber wall-plate composed of scarf-jointed sections was carried on masonry piers placed at the angles and midway along the side-walls; intermediate support was provided by timber posts demarcating each bay. Set on stone bases, the posts were notched to receive raking struts and spiked to the soffit of the wall-plate.
The air-dried tiles were then transferred to the kiln which had a capacity for some forty tons of ware and was fired about sixteen times each season. Although largely rebuilt as recently as 1953, the kiln was a modified version of the traditional 'Scotch' up-draught type; it was equipped with low-level furnace-holes staggered opposite one another in alternate bays along the side-walls, which were flanked by 9 ft-wide (2.74m) stoking-aisles. The kiln yard was adjoined on the SE by a house and the manager's office. To the NW, and still surviving, there is a small harbour with a rubble-built pier, which was used for importing coal and exporting some of the clay-ware products.
Information from ‘Monuments of Industry: An Illustrated Historical Record’, (1986).
Field Visit (September 2022)
NJ 66037 65776 Visited during fieldwork by SCAPE. Caravan site built on the former site of the brick and tile works. Brick spoil noted to be eroding out of the coast edge.
Information from S. Boyd and J. Hambly - Scottish Coastal Archaeology and the Problem of Erosion (SCAPE)

