
Following the launch of trove.scot in February 2025 we are now planning the retiral of some of our webservices. Canmore will be switched off on 24th June 2025. Information about the closure can be found on the HES website: Retiral of HES web services | Historic Environment Scotland
Glasgow, 76 - 80 North Canal Bank Street, Port Dundas Distillery




Distillery (Period Unassigned)
Site Name Glasgow, 76 - 80 North Canal Bank Street, Port Dundas Distillery
Classification Distillery (Period Unassigned)
Alternative Name(s) Diageo
Canmore ID 166011
Site Number NS56NE 1573
NGR NS 5930 6681
Datum OSGB36 - NGR
Permalink http://canmore.org.uk/site/166011





































































































































































































First 100 images shown. See the Collections panel (below) for a link to all digital images.
- Council Glasgow, City Of
- Parish Glasgow (City Of Glasgow)
- Former Region Strathclyde
- Former District City Of Glasgow
- Former County Lanarkshire
SEE EVENTS
NS56NE 1573 5930 6681
SEE EVENTS.
Publication Account (1974)
Port Dundas Distillery...founded circa 1820 by J Gourlay and Co. Reconstructed and enlarged many times. Mostly of red brick. According to Hume, a major rebuilding took place after a fire in '1913' [this date differs from Moss and Hume, 1981, see below], rebuild design by Burnet and Boston, architects. Consists of a large block of buildings of two storeys or more. There are four malting kilns, now disused. On the N side of Vintner Street, there is a seven storey, 8 by 18 bay warehouse of 1899 (Campbell, Douglas and Morrison, architects). On the N side of Harvey Street is a five storey, 15 by 20 bay store of 1889.
J R Hume 1974, 168-169; C65
Publication Account (1981)
Port Dundas Distillery (1), Glasgow [location cited as NS593668] Lowland Malt: Brown, Gourlay (also Gourlie) and Co. 1813-18 when dissolved; continued by John Gourlay and Co.; John Gourlay senior withdrew from the company in 1833, John Gourlay junior withdrew in 1835; company dissolved on Robert Gourlay's death but continued under the same name; Coffey still installed under licence (18 March 1845).
Port Dundas Distillery (2), Glasgow [location cited as NS593668] Lowland Malt: Daniel McFarlane and Co. (1811-29), when dissolved by death of Robert McFarlane; John MacFarlane and Co., 1833; M McFarlane and Co., 1833-77, when it became part of the Distillers Company Ltd. (DCL). Also known in the 1830s as the Port Dundas Distillery Company. Coffey still installed under licence (18 March 1845) with pot stills surviving until late 1880s.
Port Dundas, Glasgow [location cited as NS593668]. Grain: Two distilleries until 1860s, one carried on under the name of John Gourlay and Co., the other as M McFarnlane and Co. Both had Coffey stills installed under 1845 licences. Pot stills, however, continued to be used until after the firms amalgamanted becoming part of DCL in 1877. There were three Coffey stills and five pot stills at this point. There was a fire in 1903 but distillery was rebuilt. Transferred to Scottish Grain Distillers in 1966 and rebuilt through 1960s. Two Coffey stills and dark grains plant in 1981.
M M Moss and J R Hume 1981, 244; 281
Note (2010)
Glasgow, North Canal Bank Street, Port Dundas Distillery
(For details of the cooperage see NS56NE 4982)
Background
Port Dundas Distillery was formerly a malt whisky distillery, which was created from two separate distilleries in the 1860s and was described as one of the two ‘most extensive distilleries of Scotland’ by 1869 (1) and as ‘one of the largest Distilleries in the world’. (2) The Port Dundas Distillery covered an area of 9204 square metres by 1865 (Ordnance Survey 1st edition 25-inch map, Glasgow, 1865, Sheet VI.7) and was physically separate from the Dundashill Distillery, the site of which was occupied until 2010 by the Diageo Dundashill Cooperage (NS56NE 4982), although there were few of the original buildings surviving. Of the Port Dundas distillery described by Barnard in his 1887 publication ‘The Whisky Distilleries of the United Kingdom’, very little survives. (3)
By the 1870s, the Distillery had three Coffey stills (licensed originally in 1845) and five ‘pot’ stills. The pot stills survived until the late 1880s. (4) The site covered an area of some 9 acres (36,420 square metres) by 1887 (5) and consisted of large granaries to the north of the site at the highest point of the hill with large malting floors as well as seven kilns (to the south of the granaries). These buildings are now gone (mostly demolished post-1968). The Port Dundas Distillery was destroyed by fire in 1903 but was rebuilt. By 1913, the site had shrunk to 23,795 square metres (Ordnance Survey 3rd edition 25-inch map, Glasgow, 1913, Sheet VI.7). The Port Dundas site was also adjacent to the Hundred Acre Dairy which extended over the site of the current workshops and canteen area at 84 and 90 Vintner (formerly Vulcan) Street and into Harvey Street. The footprint of the current layout appears on the Ordnance Survey 2nd edition 25-inch map (Glasgow, 1896, sheet VI.7). The buildings have since been modernised. By 1887, Barnard mentioned that the draff from the site was being used to feed four hundred pigs at a piggery on the distillery site. (6) It is unclear where the piggery was located.
On the date of visit, the Port Dundas site mostly dated from the late 1960s onwards (when the site became part of Scottish Grain Distillers), with some older buildings such as remnants of the early 19th century ‘Eagle Foundry’ which faced onto North Canal Bank Street (Ordnance Survey 1st edition 25-inch map, Glasgow, 1864, sheet VI.7). This was latterly part of CO2 recovery area, and is the oldest building on the site, although it was not originally part of the Distillery complex prior to the 20th century. There were also other buildings such as the redundant grain silo and elements of the Mash House (the Cooker House) dating prior to 1903 as well as the Tun Room on Vintner Street. On the date of visit, there were two Coffey Stills and a dark grains plant (added by 1981).
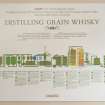
Making whisky involves five phases: Germination (and malting of the barley which did not take place at Port Dundas), Extraction (or mashing), Fermentation, Distillation and Maturation. Port Dundas grain distillery brought in the malted barley. As grain whisky was made at this site, malted barley was used with 90% wheat flour. The last mash took place at the end of March 2010.
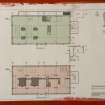
Port Dundas Distillery had several elements:
1. Grain and Barley Storage and Handling (RCAHMS DC53609, A)
Barley is a natural enzyme source in grain whisky distilling process, and in grain whisky makes up about 10% of the mix. By the end of March 2010, the Port Dundas distillery had produced 24,000,000 litres of grain spirit in the previous year.
The older grain storage areas, known as the Old Grain Silos (DP076764), were housed in a seven-storey, gabled brick building with multiple ties and a modern grain elevator at the N end. The wooden silos were no longer in use on date of visit but it was not clear how long they had been out of use (DP080951, DP080952). This is one of the oldest buildings on the present site (DP076463, DP080951-52).
Grain and malt were latterly brought in by lorry and loaded into the modern elevator (DC53609, B) where the grain fell into a hopper below ground into which the grain was lifted by an elevator (access was not possible on the date of visit). The wheat silos could hold up to 1200 tons and the grain cleaning plant could move up to 2% of the weight as waste. The hoppers each could hold 280 tons and the wheat was sent by conveyor to the Cooker House. The malt came latterly from the Arbroath area and would be put into six ‘dry malt’ hoppers, then into a weigh hopper and into a malt mixing tank and then into the batch malt tank to be dropped into the Mash Tun. The malt (known as green malt) was milled in this part of the plant.
2. Mashing or Extraction Area (DC53609, B (Cooker House), C (Mash House); DP076489 – DP076498, DP080953)
The milled grain (wheat from the Borders and North England was used) was first of all cooked in the four ‘cookers’ in the Cooker House (which sat between the Mash House and the Tun Rooms (DC53609, D; E; F). The Cooker House also contained one exhauster and one condenser which took excess steam to heat up the water for cooking the wheat flour. Each cooker held 17 ½ Ton batches which was fed from four weigh hoppers was added to 40,000 litres of water at 95 degrees Celsius. The wheat was then cooked under pressure (3.2 bar) to 144 degrees Celsius for one hour (2,500 tonnes of wheat were used per week). The later inserted concrete floor above the cookers supported the wheat hoppers, which were also made of concrete. There were also abandoned concrete hoppers which predate the cookers.
The resultant wheat ‘porridge’ was then piped into the mash tuns in the Mash House proper (DC53609, C; rebuilt 1995) at a heat of 62.2 degrees Celsius. This area contained two mash tuns and two brewing tanks or tuns (which held the wort after mashing and prior to sending to the Fermentation area). Malt produces ‘diastase’ which is the enzyme required in whisky production to convert starch to sugar. The malt was ground on site and was added from malt batch bins (which sat above the mash tuns in Mash House in batches of 1 ½ tonnes). The mash ‘liquor’ (hot water), wheat and malt mix would then be agitated and the diastase in the malt converted the starch into maltose (a sugar) in the mash tuns. The draff from the mashing process was sent to the Dark Grains Plant (DC53609, L) for processing into animal feed, once the wort or still-malt ale was sent to the Fermentation area.
3. Fermentation Area (DC53609,D; E; F; G; DP076499-DP076503, DP076505-DP076507)
The ‘wort’ or still-malt ale, was then run into the 18 washbacks (see DC53609; DP 076500) in the Tun Rooms. Tun Room 1a and b (DC53609, D and E) housed washbacks 1-8 which held 350,000 litres of wort. Tun Room 2 (DC53609, F) housed washbacks 9-20 which held 250,000 litres each and the latterly redundant Tun Room (DC53609, G) which housed washbacks 21-24 and was adjacent to the redundant Grain Silo. The wort would have been at a cooler temperature (it had been passed through paraflow heat exchangers or wort coolers located adjacent to Tun Room 1a) of 21 degrees Celsius. The Tun Rooms were where the sugar in the wort was converted into alcohol and carbon dioxide by the addition of yeast (in a cream form) from the yeast optimization vessels located on the east side of Tun Room 2, to produce ethanol. Fermentation took about 2 ½ days and the wash (fermented liquor which is now 7.5% volume alcohol) was pumped into the wash charger which held 750,000 litres (DP076501). It was here that the wash was stored until it was needed in the Still House. The CO2 was vented off from the Tun Room (DP076476), via pipes which were colour coded yellow, to the Carbon Dioxide (CO2) recovery area. Cleaning the washbacks after a charge would take up to 1 ½ hours. The red pipes visible above the tuns carried the wort from the Mash House.
The Tun room faced onto Vintner Street (formerly Vulcan Street) and was of polychrome brick with a double lit apex later roof with two ridge vents, steel frame, and plastered interior walls. This structure appears to have been altered at roof level, with an apparently earlier structure incorporated into its S end (see DP076503). This portion of the building has a hipped roof, the rest a valley roof. This is one of the older buildings on site along with the redundant Grain Silo, the Cooker House and the Carbon Dioxide (CO2) recovery area. Barnard notes “At the North end of Mash House is the Tun Room, an extensive, lofty and spacious apartment, which runs along and forms a greater part of Vulcan [Vintner] Street. It contains thirty-five washbacks some of them holding as much as 53,000 gallons [240,943 litres] apiece... ” (7)
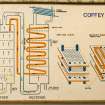
4. Distillation Area (DP078359 – DP078377)
Still House DC53609, H
As Port Dundas was a grain distillery, ‘patent’ or Coffey Stills were used for the distillation process and so the Still House was the tallest building on the site (DP076464, DP076466). The Coffey Stills would take the 7.5% alcohol wash from the Wash Charger in Tun Room 2 up to 94.4% alcohol. Simply, the Coffey Still at Port Dundas (as with any Coffey Still) consisted of two interconnected 15m high columns, known as the Analyser and the Rectifier which contained perforated plates separating it into chambers. The Analyser had steam fed in at the bottom at low pressure and hot wash fed in through the top. The perforated plates inside the Analyser accused the wash to boil and the resultant alcohol vapours and steam rose to the top. The ‘spent’ wash ran down and out of the bottom of the still. The Rectifier cooled down the hot vapour mixture produced by the Analyser, which entered at the bottom and rose through the chambers. The new wash entered cold at the top and went through condensing the hot vapours as they rose. The wash heated up as it absorbed the heat from the vapours. The Stills could deal with 10,000 litres per hour.
The now almost pure spirit vapour reached the top of the Rectifier and condensed on a frame and was run off through coolers (feints coolers (heat exchangers), 2nd floor of the Still House) via the Spirit Safe (Still House, 3rd floor) to the four Spirit Receivers (DC53609, I) on site. These were charged 12 times per week (1 million litres). Port Dundas is known to have had Coffey Stills since 1845 according to Moss and Hume (1981).
The Ground floor of the Still house contained the spent wash pumps, the hot feints tank), a spent wash tank and other pumps to move liquor (hot water) and wash around the site. The Still House had a brick foundation and upper wall with a steel frame with concrete floors.
Spirit Receivers (DC53609, I; DP078378 – DP078384)
There were four receivers in two area between the Tun Room and the Still house on the ground floor and 1st floor levels. These held the spirit where it was checked until ‘passed’ by Excise as the correct alcohol strength. There was an access hatch in each corner of the receiver tanks to allow access from cleaning and the taking of samples for Excise purposes. There were 12 charges per week (1 million litres of spirit). The spirit receivers (strengthened steel tanks) sat on concrete and brick columns (Larkhall bricks). The ground floor also contained the pumps for each receiver to pump out the spirit to the Spirit Store (DC53609, J).
5. Spirit Store (DC53609, J; DP080932 – DP080940)
This is where the casks from the Cask preparation area were sent to be filled with spirit. This area consisted of a conveyor with a gantry which filled the casks from four large vats which sat at the south end of the building. The vats were numbered 5 to 8 and held 134 litres, 134.678 litres, 134.792 litres and 47.734 litres of spirit respectively (DP080929). There were nine conveyor lines with nine filling stations and 21 cask punches or ‘push offs’ (DP080933) which kept the casks moving through the conveyor lines.
First the casks would come through the hatch from the cask preparation area and onto the filling line feed conveyor. The casks would then be ‘pushed off’ by a mechanical arm into each of the nine conveyors and under the gantry area where the casks would be filled with 2/3 spirit to 1/3 water (to produce 68% alcohol by volume). They would then have a ‘bung’ placed in the bung hole (manually) and then sent onto the discharge conveyor to snake round and onto the removal conveyors to the lorry loading area. Casking was stopped in 2005 with tankers taking spirit direct from the four vats at 94% alcohol by volume.
This building has a concrete floor and brick walls with a later roof and sits on the site of the Eagle Iron Foundry (Ordnance Survey 1st edition 25-inch map, Glasgow, 1865, Sheet VI.7).
The ‘nose test’ would be carried out in the laboratory and all spirits from the laboratory area would be disposed of into the sewerage system under strict monitoring procedures.
6. Cask Preparation Area (DC53609, K; DP080916-DP080928)
This is the area where casks were sent to spirit store to be filled after having left the Cooperage (NS56NE 4982). The casks would arrive from the cooperage by travelling down a chute in which the casks moved each other along with an observation gantry alongside (DC53609, R; DP080913-DP080915). The cask preparation area was housed in a six course brick lower wall with a metal shed construction above and metal cladding. This part of the cask preparation area dated from around the 1980s (presumably around the time that the cooperage was built). The casks would be manually handled on to the racks or onto lorries for dispatch by road.
The interior had a concrete floor and nine cask rails for storage set into the floor. These consist of steel pipes with crossbars (see DP080917). The cask hoop drive machine (Schoolhill Hydraulic Engineers, Aberdeen, see DP080927) sat at the W end of the cask preparation area, with evidence of another having been removed. There was also another driver in the N section of the building that pre-dates the rest of the cask preparation area. At the E end of the cask preparation area, there was an area where filled casks were moved to and from the Spirit Store (DP080929).
7. Dark Grains Plant (DC53609, L; DP076465, DP076481– DP076488)
This plant is for converting draff into animal feed and dates from the 1970s. The dark grains plant dealt with 400 tons of wheat draff daily. The third Tun Room (DC53609, G) was used to take the spent material and pump it up to the dark grains plant. This Dark Grains Plant was not visited.
8. Carbon Dioxide (CO2) Storage Area (DC53609, M; DP080940 – DP080951, DP076467, DP076469, DP076470-DP076472)
The carbon dioxide (CO2) which was created during the fermentation process was captured and sold on to top up brands of soft drinks and mixers. The raw gas was sent from the washbacks in the Tun Room to a water scrubber to remove impurities, then it was compressed (to 20 bar), chilled, sent to the activated carbon towers to purify the CO2, then dried in a vessel containing silica gel. The now dry, clean, gas is liquefied in a refrigeration plant (using FEON gas) to -20 degrees Celsius and stored (and was by then food grade standard) and was pumped to the two, 50 Ton tanks on the W side of the building.
The CO2 storage area was housed, partly, in the remaining surviving building of the Eagle Iron Foundry (Ordnance Survey 1st edition 25-inch map, Glasgow, 1865, Sheet VI.7). This is the oldest surviving building on the site and dates from the first of the canal side building phase at Port Dundas. The south, south-west and south-east walls of the CO2 Storage area is masonry, with splayed 12-light windows with later brick wall buttresses, presumably inserted when the buildings floors were removed (DP080948). There are remains of a wall bearing plate in the E gable wall at the second storey level. The interior of the S wall running E-W has on its original first floor level, has an arrangement of an arched window, six square windows followed by another arched window. One of the arched windows has been blocked.
The Port Dundas site was closed in 2010, the last mash taking place in the last week of March 2010. The site will be cleared, and the bulk of the workforce re-located to Carsebridge, Alloa in Clackmannanshire.
(1) Bremner, D 1969, The Industries of Scotland, their rise and progress, (1869), 451
(2) Barnard, A 1887, The Whisky Distilleries of the United Kingdom, 20
(3) Barnard, A 1887, 18-23
(4) Moss, M S and Hume, J R, The Making of Scotch Whisky, 1981, 281; Barnard, 1887, 22
(5) Barnard, 1887, 20
(6) Barnard, 1887, 23
(7) Barnard, 1887, 22
Visited by RCAHMS (MMD), March and August 2010
Glossary of terms
Cask: vessel made of wood which holds whisky spirit
Coffey Still: patent continuous still invented by Aeneus Coffey in 1830 for production of grain alcohol
Cooler: heat exchanger or cooler used to cool down the wort during whisky production
Cooperage: where casks are made and repaired
Distillation: act of creating spirit by using a still
Draff: the solid remnants of the mashing process (traditionally used as animal feed)
Dark Grains Plant: modern plant to process draff into pellets for animal feed
Feints: end run of distillation from still where mostly water and can be re-distilled
Fermentation: addition of yeast into wort causes starch to turn to sugar
Germination: process triggered by soaking (steeping) and spreading barley to stimulate growth of the grains.
Heat Exchanger: cools wort after mashing and prior to fermentation
Malting: water soaked barley converting starch to sugars
Mash: liquid from mash tun consisting of heated water (liquor) and (in the case of Port Dundas grain distillery) cooked grain and malt
Mash House: building where mashing takes place
Maturation: casking of spirit into wooden vessels (which previously held bourbon or sherry)
Paraflow (also known as heat exchanger): cools wort after mashing and prior to fermentation.
Specific gravity: relative density of water to alcohol
Spirit Receiver: vessel into which the spirit from the stills is run
Spirit Safe: controlled area where whisky checked for quality, traditionally by the Exciseman.
Still: a vessel for extracting and condensing alcohol vapour from wash
Still House: building in which stills are housed
Tun: receptacle for the wort
Wash: fermented wort – when yeast added forming crude alcohol, also known as beer
Washback: vessel into which wash is run prior to distillation
Wort: result of mixing and heating water and ground grain (grist) together

