
Islay, Redhouses, Woollen Mill




Woollen Mill (19th Century)
Site Name Islay, Redhouses, Woollen Mill
Classification Woollen Mill (19th Century)
Alternative Name(s) Bridgend Woollen Mill; River Sorn; Islay Woollen Mill
Canmore ID 37737
Site Number NR36SE 25
NGR NR 35251 63222
NGR Description NR 35251 63222 and NR 35249 63184
Datum OSGB36 - NGR
Permalink http://canmore.org.uk/site/37737



































































































































































































First 100 images shown. See the Collections panel (below) for a link to all digital images.
- Council Argyll And Bute
- Parish Killarow And Kilmeny
- Former Region Strathclyde
- Former District Argyll And Bute
- Former County Argyll
Measured Survey (1974 - 1979)
RCAHMS undertook measured survey at Redhouses Mill in 1974 and 1979. A plan of the mill was surveyed at 1:100 in July 1974. The survey was expanded to include the first and second floors as well as a series of details of machinery in 1979. The plans were redrawn in ink and published at reduced scale (RCAHMS 1984, fig. 327) while a wider suite of illustrations was published later (RCAHMS 1986).
Field Visit (October 1979)
This mill stands on the E bank of the River Sorn, about 2km NE of Bridgend, and is approached by means of a bridge leading across the river. Immediately S of the bridge are the remains of an earlier carding-mill, perhaps of late 18th- or 19th-century date.
The existing mill, built in 1883, is L-shaped on plan and comprises a gable-ended main block of three storeys, from the S side of which there extends a single-storeyed wing. The building is plainly constructed of local rubble masonry, the openings having undressed surrounds with rough slab-lintels and sills. The upper storeys of the main block incorporate central loading-doors in the E gable, designed initially for admitting machinery, and above the uppermost one there was formerly a beam-and-pulley hoist. The roofs were originally slated, that over the main block incorporating a row of hinged roof-storeys. Above a solid ground floor, the floors are of timber construction, comprising cross-joists and
main beams carried on two intermediate rows of posts.
Driven by water-power, the mill is primarily of interest for the machinery it contains and the traditional methods employed for processing the wool from its raw state, through the various stages of manufacture, to the finished product. Some of the machinery is said to have been brought from the earlier mill, where the grandfather of Mr W B Christie
(weaver at the date of survey) first worked after coming to lslay in 1873 (en.1).
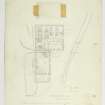
The layout of the machinery and equipment is indicated in the accompanying plan. Within the ground floor of the main block there are situated a teasing machine, two two-cylinder carders and a piecing machine; there are also two power-looms, respectively for making blankets and tweeds, and a pim-winder. All these machines are belt-driven from pulleys
linked to an overhead shaft harnessed to the main-drive from the water-wheel. On the first floor, along the S wall, there is a 90-spindle slubbing billy, and along the centre and the N wall respectively, a 102-spindle and a 118-spindle spinning jenny, all power-driven from pulleys situated at the W end. There is also a small Hattersley pedal-loom of more recent installation. On the second floor there are three hand-looms, a pim-winder and various ancillary pieces of equipment including a banking reel and warping stakes.
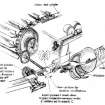
Within the wing, an all-iron low breastshot water-wheel with an unusual chain-drive mechanism is situated alongside the S wall, and adjacent to this is a milling machine. In the Dye House, at the other end of the same compartment, there are a range of dye vats, an oven and a boiler, and two tubs for steeping the spun hanks. Beyond, in a later extension, is a Press Room which preserves a hand-made cloth-press.
The various machines and pieces of equipment, some of which are among the last specimens of their kind to survive in Britain, are noted on the plans in their approximate sequence of use. Briefly, the process consists of preparing the raw wool, carding and piecing it into continuous strands, and then spinning it into a suitable yarn, after which it is formed into hanks and washed and dyed ready for weaving. After weaving, the finished cloth, whether of tweeds, rugs or blankets, goes through a Final process of washing and shrinking in the milling machine, following which it is dried on tenter frames, situated on high ground behind the weaver's cottage to the NW.
RCAHMS 1984, visited October 1979.
Publication Account (1986)
This mill, built 1883 on the E bank of the River Som, is typical of the smaller country business and primarily of interest for the machinery it contains and the traditional methods employed for processing the wool from its raw state, through the various stages, to the finished product. Plainly constructed of local rubble masonry, it comprises a gable-ended main block of three storeys, and a single-storeyed S wing, all originally slated. The upper floors are of wooden beam-and-joist construction carried on two intermediate rows of posts, and the E gable incorporated a loading-door at each level designed initially for admitting machinery.
The layout of the machinery and equipment, some of which are among the last specimens of their kind to survive in Britain, is noted on the plans in their sequence of use. All the powered machinery was driven by a low breast-shot iron water-wheel with an unusual chain-drive mechanism,situated against the wall inside the s wing. Briefly, the process involved preparing the raw wool by breaking it down into smaller pieces in a teasing-machine, carding it in a scribbler to remove its initial coarseness, then in a similar two-cylinder carder to form it into more uniform strips, which were cast automatically on to a piecing-machine designed to join them into continuous strands. The bulky nature of the strands, or rovings, required them to be processed into a leaner yarn in a slubbing-billy on the first floor, before the yarn was suitable for spinning in the jenny; it could be further refined in a second jenny, The spun yarn was next formed into hanks on the second floor and then washed and dyed in the dye-house. Having been woven in one or other of the power- or hand-looms, the finished cloth, whether of tweeds, rugs or blankets, went through a final process of washing and shrinking in the milling-machine, following which it was dried on tenter frames, situated on high ground behind the weaver's cottage. Suiting material went through a further stage of being folded and pressed in a cloth-press worked by means of a turn-screw which compressed a series of heated metal plates inserted between the folds of cloth. The piecing-machine, slubbing-billy and jenny have been selected for more detailed study in Section 5.
Information from ‘Monuments of Industry: An Illustrated Historical Record’, (1986).
Publication Account (1986)
This water-powered woollen mill, which has already been described in general terms in Section 3 above, contains three specific pieces of machinery of rare and, in one instance, unique technological interest. Of these, the Piecing Machine is believed to be one of only three specimens to survive in Britain, the Slubbing Billy may now be the only one left of its kind, and the two Spinning Jennies may have no more than three counterparts elsewhere in the country. Moreover, all this machinery has the added distinction of being in situ, and virtually still in working order.
Piecing Machine
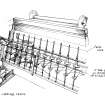
Wool delivered by the early machines was in the form of long separate strips, and the function of the piecing machine was to join them into continuous lengths before they could be spun. In Britain its adoption in the woollen mills from about the middle of the 19th century obviated the need for this operation to be done by hand, usually by children. It was gradually superseded by the condenser, which removed the wool from the carder in a continuous form, but, as evidenced by the machine in this particular mill, its use is known to have continued in remote areas of Britain until well into the 20th century. Technically, however, the piecing machine remained an indispensable extension of the carding machine while the wool was produced in short lengths. After being processed in the carding machine, the wool was finally passed through a space doffer (a revolving drum clothed intermittently with wire sheeting) which, in conjunction with a smoothing-roller formed the wool into loose fibrous strips extending the full width of the frame; these in turn were removed by an oscillating crank-comb and then rolled to improve their strength between a rowler-bowl and former (a revolving drum with a shell-casing round its lower part). Known then as cardings, or rowans in Scotland, the separate strips of wool were cast on to the piecing machine by means of a revolving tumbler or cowper. The rowans were received in V-shaped trays which travelled slowly forward in the form of an endless lattice until ten of them each contained a rowan. An automatic trip-mechanism, operated by a pawl-lever, caused the trays to be tilted simultaneously at a certain point, after which they righted themselves automatically and returned to the tumbler end. From the trays the rowans were deposited on to a second conveyor system, moving transversely to the first , in this case consisting of ten flexible leather belts equipped with thin metal fins to retain the strips of wool. At the delivery end the ten rowans were fed individually through a corresponding set of heavy press-rollers, which served to condense the rowans and to join them to the ends of the succeeding batch coming off the belts. The continuous strands, then known as rovings, were next fed through contiguous pairs of knurled twist-rollers, set at right angles to the press-rollers. Each roller was rotated in the same direction by a string-drive so that their opposing peripheral actions imparted a slight twist to the material.
Finally, after being drawn across a pair of rod-rollers on which were superimposed a series of short roller-weights to hold the material in tension, the rovings were turned on to a bobbin by means of a roller beneath. The latter turned the bobbin by friction drive, and a separate drive oscillated the bobbin sideways in order to assist the winding action. The actual piecing operation was managed by the succeeding batch of rowans being timed to fall automatically on to the ends of the first with a slight overlap, and since the ends were already tapered by the action of the carding machine, a type of scarf-joint resulted, which preserved a uniform thickness when formed in to a roving.
A patent for this make of piecing machine was granted in 1858 to 'Robert Archibald of Devon Vale, TiIIicoultry, in the County of Clackmannan'. The one here described is marked RT ARCHIBALD's PATENT DEVONVALE NO. 6, and the mark number suggests that it is one of a series incorporating subsequent improvements . It does, in fact, possess one important variation on the more normal pattern , in that its piecing action, comprising press-rollers and twist-rollers, dispenses with the leather rubbers (a pair of roller aprons which oscillated sideways to condense and piece the rowans) used in earlier models-for example, that preserved in the Science Museum, London. The precise date of the machine is open to conjecture, but its mark number and the fact that the mill was not built and fitted out with machinery until 1883 may perhaps give an approximate indication.
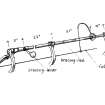
Stubbing Billy
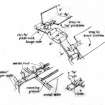
After piecing, the rovings had to be passed through a slubbing billy before they could be spun on the jenny, and during this operation the wool fibres were drawn out, or drafted, into a leaner yarn. The machine consists of a standing frame 31 ft (9.45m) long, and a wheeled carriage-frame running on rails. The standing frame holds the billy-rollers and also a row of nine ten-strand bobbins from the piecing machine, the resultant number of strands corresponding with a row of ninety spindles on the carriage. To set up the machine, the individual strands, or slubbings, on the standing frame were passed through wire spacerguides and a clasp, or locking-bar. The latter consists of a wooden rail running the full length of the frame, grooved on its underside to interlock with a similarly grooved bed-plate. Then on the carriage the strands were led over a false-wire, and under a faller-wire, and finally their ends were attached to spools set on spindles. In working action the bobbins were frictionally turned at slow speed by the line of billy-rollers beneath, while the spindles on the carriage were revolved at high speed by pulleys attached by string-drives to another line of rollers all powered from the far end. The carriage, however, was drawn back manually, aided by a system of stabilising ropes and pulleys at noor level to keep the two frames parallel. When in operation, the strands were slowly fed from the bobbins and through the lock, while their stretch or tension was maintained by drawing back the carriage. The purpose of the lock, which was controlled manually by a lever, was to regulate the amount of draft, and thus the thickness of the yarn being spun. So when the lock was clamped down and the carriage continued to be drawn back, the drafting and twisting process was limited to the amount of yarn extending between the lock and spool. The false-wire and faller-wires on the carriage-frame served respectively to tension the strands and to guide them on to the spools during the winding operation.
Spinning Jennies
The two spinning jennies, one of 102 spindles and the other of 118 spindles, were similar in design and operation to the slubbing billy, except that, being purely for spinning, the locking device was not necessary for the initial drafting of the yarn. The yarn was spun progressively finer by being transferred from one row of spools on the standing frame set on fixed wooden skewers, to a corresponding row on the carriage, set on fast-revolving spindles. The draft in this case was controlled by passing the yarn through a row of weighted rollers, acting on a knurled rod-roller which was intermittently driven.
Information from ‘Monuments of Industry: An Illustrated Historical Record’, (1986).
Field Visit (October 2019)
This mill was built in 1883 is on the E bank of the river Sorn and consists of a rubble built, slate roofed, gable-ended main block with three storeys and a single-storey south wing. The mill was built and run by the Christie family until c.1981 when it was taken over by Mr Gordon Clovell and Mrs Shiela Clovell. The Christie family had originally operated out of the old mill adjacent to the current site which was roofless in the 1970s but has since been re-roofed by Mr Clovell.
The mill buildings have belonged to the Estate of the Morrison family since 1853 (later the Baronetcy of Margadale). The current Baron Margadale still owns a large portion of the island.
As in the 1970s, the primary interest is the historic machinery that although no longer used, show the traditional methods employed for processing the wool from its raw state. For details of the machinery, see Canmore record from 1974 survey. This survey included a layout of machinery and equipment some of which the last specimens of their kind to survive in Britain and were noted on the plans and their sequence of use.
A photographic and video survey was carried out at Bridgend Woollen Mill (also known as Redhouses) in 2019 due to the important historic machinery previously recorded by the Royal Commission on the Ancient and Historical Monuments of Scotland (RCAHMS) in the 1970s (also see Hay and Stell, 1984, 71-5). The subsequent change of ownership of the business and the machinery in the early 1980s has resulted in some changes taking place. Some machinery has been removed (Teasing Machine and Scribbler) whilst other machinery has been moved to different areas, whilst the Piecing Machine, Slubbing Billy and the Spinning Jennies (the largest and most important historically) are in the same position as in 1974.
The following observations were made during the 2019 survey:
Ground floor
•Low breast shot, iron water wheel with an unusual chain drive mechanism situated against the wall inside the south wing is now in a state of disrepair and could not be accessed on the date of visit
•Raw wool breaking: Teasing Machine - This machine was removed in the early 1980s to allow the installation of a retail area
•First carding: Scribbler to carry out first combing of the wool fibres to remove the initial coarseness - This machine was removed in the early 1980s to allow the installation of a retail area
•The two-cylinder Carder with a wooden frame - still in situ from which rovings (carded long lengths of fibres) would have been and cast onto a Piecing- machine to join into continuous strands or rovings
•Piecing- machine - to join into continuous strands or rovings is a recognised rare survivor – in 1967 only two known examples (both in museum collections) before this one was noted in the 1970s. This machine type was super-ceded by developments in carding technology but was noted as being in use into the 20th century. However, records are scarce
•There are two power looms in the weaving shed, but these have been replaced since 1979 (information from Mr Covell, 15 October 2019)
First Floor
•Slubbing billy on the first floor, rovings into a leaner yarn - the rovings are slowly unwound from the large bobbins on the standing-frame (at the back) and then spun by the fast-moving spindles on the carriage which is slowly dragged along its rails to maintain the tension.
•Spinning Jennies – these are rare and both survive in situ - The leaner rovings with the first twist were spun by the spinning-jenny - and during this operation the wool fibres were drawn out, or drafted in to a leaner yarn. Spinning jenny and then refined in a second jenny. The two spinning jennies, one of 102 spindles and the other of 118 spindles, were similar in design and operation to the slubbing billy, except that, being purely for spinning, the locking device was not necessary for the initial drafting of the yarn
•A warping beam frame was introduced by Mr Covell in 1980s which dates from 1903.
Second Floor
•Spun yarn into hanks on the 2nd floor where, of the machines mentioned in the 1970s survey, only one handloom survives.
South Range
•The dye house in the south range was flooded recently and is currently not accessible until Mr Covell can arrange to carry out work
•The cloth press in which the cloth was folded, weighted using a turn screw and heated to produce the ‘London Finish’ (typically) only partially survives in the south end of the south range. Mr Covell said it was incomplete when he took over the business in the early 1980s
Other
•The milling machine mentioned no longer exists on site
•The tenter frames mentioned in 1979 were not seen on the date of visit and may possibly have gone
•For full details of the machines in the 1970s, see: (http://orapweb.rcahms.gov.uk/apex/f?p=280:22:114001291284278::NO:RP,22:P22_NUMLINK,P22_CALLING_PAGE,P22_CALLING_SEARCH_SELECT,P22_CALLING_SEARCH,P22_CALLING_SEARCH_COUNT:37737,2,37737,%5C%20and%20(CONTAINS(m.NMRSNAME,%20%27%7BIslay%20Redhouses%7D%27,%201)%20%3E0%20%20OR%20CONTAINS(m.NMRSNAME,%27%25Islay%25%26%25Redhouses%25%27,%202)%20%3E0%20%20OR%20CONTAINS(m.ALTNAME,%20%27%7BIslay%20Redhouses%7D%27,%203)%20%3E0%20%20OR%20CONTAINS(m.ALTNAME,%27%25Islay%25%26%25Redhouses%25%27,%204)%20%3E0%20)%5C,5&cs=3Urmygd2QFcXuoESl3caATjvOmTDvmCGKh8oH-aNozdkExYB3wCeN1Zaw7izg343kf-2GtVUnmvnhyGMIMwMt4A)
Hay and Stell (1984)
Visited by Survey and Recording Section (M McDonald), Heritage Directorate, HES, October 2019.

